Этапы производства ювелирных украшений
Изготовление ювелирных изделий начинается, конечно, с эскиза. Идея художника переносится на бумагу в виде набросков и черновиков. Долгий художественный труд превращает набросок в полноценный цветной эскиз будущего украшения в нескольких ракурсах. В своем эскизе художник должен предусмотреть все технологические особенности ювелирного производства украшения, использовать вставки определенных размеров и толщин. Наши художники имеют высшее художественное образование, многолетнюю практику и опыт как рисования, так и работы с металлом.
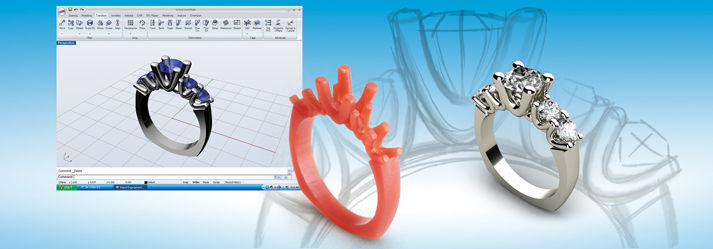
Готовый эскиз от художника переходит к 3D модельеру. Модельер переносит двухмерный эскиз в трехмерную программу. Об этом мы писали в ранней статье, поэтому процесс создания от 3D модели до готовой восковой модели мы пропустим.
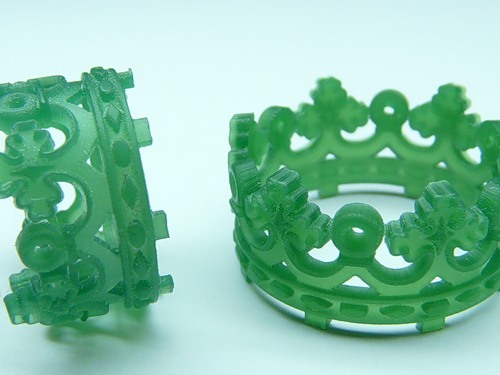
Следующий этап изготовления ювелирных изделий после создания восковых моделей -это литьё.
1. Отливка восковых моделей в металле очень ответственный и важный технологический момент ювелирного производства. На результат качественной отливки зачастую могут влиять не только качество материалов (золото или серебро), но даже окружающее давление. Как правило, изделия не отливают по одному – это не рационально. Множество восковых моделей(восковки) собирают и припаивают на один толстый стержень – получается ювелирная ёлка.

Её аккуратно формуют в специальной опоке и запекают в заданной температуре(для каждого металла она своя). Ставится задача, чтобы формомасса зв опоке запеклась и равномерно высохла. Воск в формомассе должен вытопиться и стечь, оставив пустоты. В итоге получается форма с пустотами для будущих украшений.
В зависимости от необходимого металла, литейщик на ювелирном заводе готовит сплав для заливки, смешивая чистый металл с лигатурой-смесь металлов (как правило это серебро, медь, никель, цинк, но могут быть и другие, причём содержание в доли процента, но сильно влияющие на итоговые свойства сплава). Компоненты расплавляются вместе, тщательно перемешиваются для достижение равномерности содержания и выливаются в подготовленную заранее форму. Всё, теперь ей дают остыть. Размывают формомассу струёй воды и достают уже готовую ёлку в металле. Изделия с неё обкусывают и отправляются на другие участки ювелирного производства Злато.
2. Монтировка
Работа монтировщика на ювелирном требует фантазии и ловкости рук. Он должен собрать украшение, состоящее из нескольких частей, сделать нужный размер кольца, обработать все поверхности грубой шкуркой . Получается грубая заготовка в собранном виде. От качества монтировки в ювелирном производстве зависит насколько прочным, крепким и точным будет ювелирное украшение, поэтому это основной этап производства ювелирных украшений.

3. Все изделия после монтировки попадают на участок галтовки.
Галтовка – суть метода в полировании изделий путём перемешивания в барабане с абразивом(небольших изделий, разных форм и твердости) . Есть разные методы перемешивания, составы абразивов (от скорлупы ореха до высокотехнологичных пластиков). Главная особенность этого метода, что он во многом объединяет этапы шлифовки и полировки (хотя качество получается несколько хуже, чем при выполнении этих этапов по отдельности) и является достаточно быстрым и дешёвым. После галтовки поверхность украшений становится более гладкой и плотной. Ювелирный завод Злато использует несколько этапов голтовки с различными аброзивами для лучшего качества обработки поверхности.
4. После галтовки на всех ювелирных украшениях ставится именник завода-изготовителя и они отправляются в пробирную инспецию. В пробирной инспекции все изделия проходят анализ на соответствие пробы ГОСТу, о чём сообщается установкой специального пробирного клейма. Изделия не прошедшие проверку возвращаются производителю на завод, который их отправляет на аффинаж.
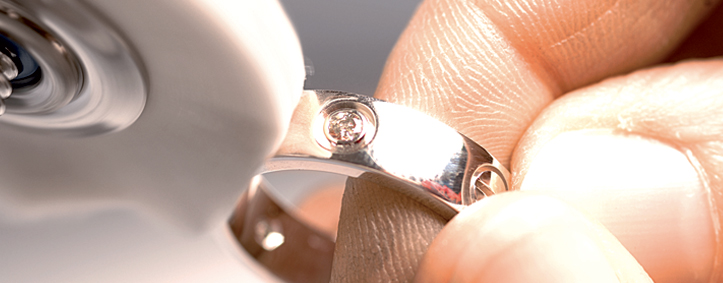
5. Закрепка.
Если в украшении предусмотрены камни – наступает следующий этап производства ювелирного изделия– закрепка. Предварительно для каждого ювелирного изделия геммолог отбирает камни такие, чтобы они идеально подходили на свои места и гармонировали по цвету. Далее закрепщик должен установить их в пазы и запаять так, чтобы они и не могли выпасть. Этап чрезвычайно сложен и ответственен. Камни, в большинстве своём, являются очень хрупкими, могут не выдержать нагрузок, возникающих в процессе закрепки и сколоться. И если для дешёвых фианитов это не критично, то скол крупного бриллианта может стоить очень и очень дорого. Именно по этой причине предприятия, как правило, отказываются работать с камнями заказчика. Закрепщик на ювелирном производстве должен обладать исключительными знаниями о физических свойствах камня. Например – что у топаза есть спаянности, что изумруд не терпит нагрева, что некоторые самоцветы могут обесцвечиваться и т.д.

6. Шлифовка и полировка
Итак, получено уже собранное изделие без камней. Но оно выглядит ещё не очень, нет замечательного ювелирного блеска, видны царапины и кусочки припоя, где-то неровности, возможны оксидные плёнки и разводы после литья. Все эти недостатки призваны убрать этапы шлифовки полировки ювелирного изделия.
Полировка – это уже придание изделию зеркального блеска путём обработки украшения на мягком войлоке.
Прохождение всех вышеперечисленных этапов изготовления ювелирных изделий позволяет сделать очень высококачественный продукт. И чем тщательнее они выполняются, тем лучше изделие на выходе. Однако не для всех ювелирных украшений имеет смысл такая тщательность. Основное правило – чем дороже камень, тем более кропотливая должна быть работа по созданию изделия, однако это сильно влияет на стоимость, а если работа будет стоить дороже материалов – такое украшение могут и не купить, поэтому прибегают к различным методам автоматизации производства. Один из них уже был описан – полировка с помощью галтовочных машин, однако есть и другие.